

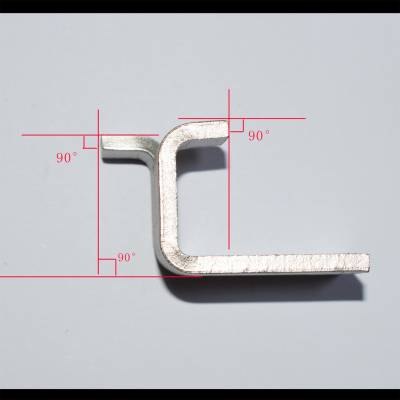
六角螺栓是指头部和螺杆组成的紧固件,螺栓按材质分有铁螺栓和不锈钢螺栓,即六角头螺栓(部分螺纹)-C级及六角头螺栓(全螺纹)-C级。
 龙港市嘉尔包装厂
龙港市嘉尔包装厂
 绍兴如若纺织有限公司
绍兴如若纺织有限公司
 嘉善信利服饰辅料厂(普通合伙)
嘉善信利服饰辅料厂(普通合伙)
 广州市泽昂光电科技有限公司
广州市泽昂光电科技有限公司
 东莞市永钻珠宝饰品有限公司
东莞市永钻珠宝饰品有限公司
 兴化市戴南镇星旺不锈钢制品厂
兴化市戴南镇星旺不锈钢制品厂
 泰州惠燕消防器材有限公司
泰州惠燕消防器材有限公司
 滨州市柚子电力器材有限公司
滨州市柚子电力器材有限公司
 汕头市澄海区腾弘玩具厂
汕头市澄海区腾弘玩具厂
 保定菲昊箱包有限公司
保定菲昊箱包有限公司